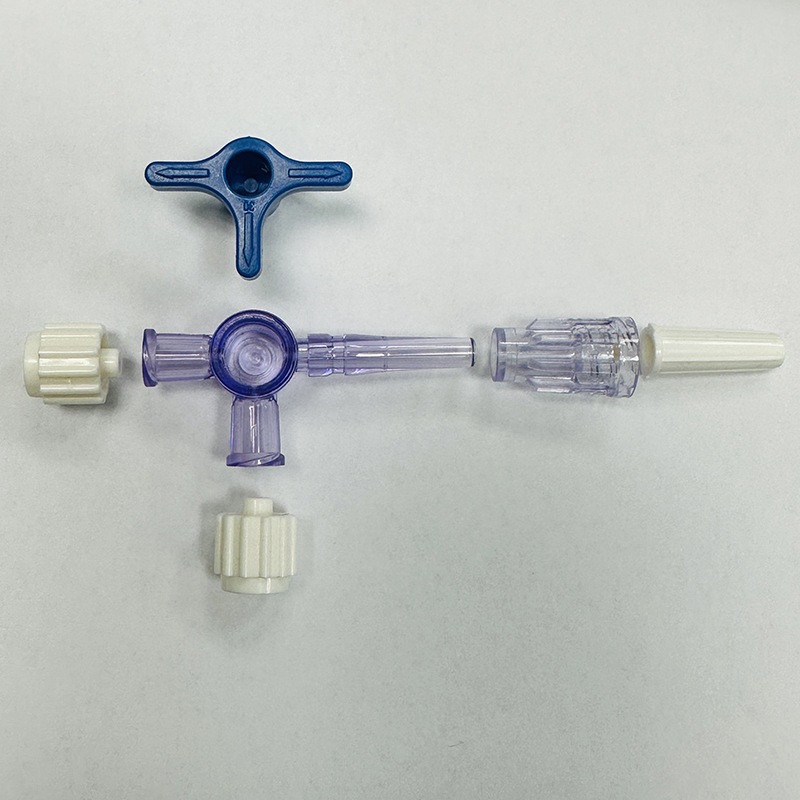
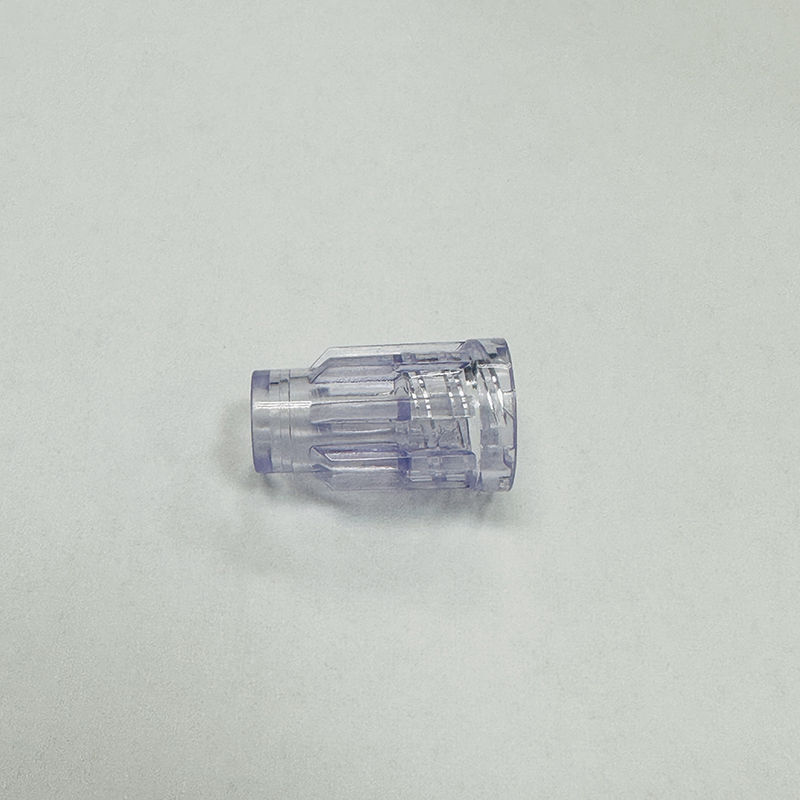
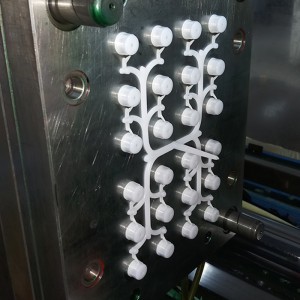
නැවතුම් කොක් අච්චුවක් යනු නිෂ්පාදන ක්රියාවලියේදී නැවතුම් කොක් නිෂ්පාදනය කිරීමට භාවිතා කරන මෙවලමකි, ඒවා වෛද්ය උපකරණ හෝ රසායනාගාර උපකරණ වැනි විවිධ යෙදුම්වල ද්රව හෝ වායූන් ගලායාම පාලනය කිරීමට භාවිතා කරන කපාට වේ. නැවතුම් කොක් අච්චුවක් ක්රියා කරන ක්රම තුනක් මෙන්න: අච්චු නිර්මාණය සහ කුහර නිර්මාණය: නැවතුම් කොක් අච්චුව නැවතුම් කොක්කයේ අපේක්ෂිත හැඩය සහ ක්රියාකාරිත්වය නිර්මාණය කිරීම සඳහා නිර්මාණය කර ඇත. එය සාමාන්යයෙන් වානේ වලින් සාදන ලද අර්ධ දෙකකින් හෝ වැඩි ගණනකින් සමන්විත වන අතර ඒවා එකට එකතු වී උණු කළ ද්රව්ය එන්නත් කරන ලද එකක් හෝ බහු කුහර සාදයි. නැවතුම් කොක්කයේ නිසි ක්රියාකාරිත්වය සහතික කිරීම සඳහා ඇතුල්වීමේ සහ පිටවන වරායන්, මුද්රා තැබීමේ මතුපිට සහ පාලන යාන්ත්රණ වැනි අවශ්ය අංග අච්චු සැලසුමට ඇතුළත් වේ. උණු කළ ද්රව්ය එන්නත් කිරීම: අච්චුව සකසා ආරක්ෂිතව වසා දැමූ පසු, උණු කළ ද්රව්ය, සාමාන්යයෙන් තාප ප්ලාස්ටික් හෝ ඉලාස්ටෝමරික් ද්රව්යයක්, ඉහළ පීඩනයක් යටතේ කුහරවලට එන්නත් කරනු ලැබේ. එන්නත් කිරීම සිදු කරනු ලබන්නේ ඉන්ජෙක්ෂන් මෝල්ඩින් යන්ත්රයක් වැනි විශේෂිත යන්ත්රෝපකරණ භාවිතයෙන් වන අතර එමඟින් ද්රව්යය නාලිකා හරහා සහ අච්චු කුහරවලට බල කරයි. ද්රව්යය කුහර පුරවා, නැවතුම් කුහර නිර්මාණයේ හැඩය ගනී. සිසිලනය සහ පිටකිරීම: උණු කළ ද්රව්ය අච්චුවට එන්නත් කළ පසු, එය සිසිල් කර ඝන වීමට ඉතිරි වේ. සිසිලනය අච්චුව හරහා සිසිලනකාරකයක් සංසරණය කිරීමෙන් හෝ සිසිලන තහඩු භාවිතා කිරීමෙන් පහසු කළ හැකිය. ද්රව්යය ඝන වූ පසු, අච්චුව විවෘත කර, නිමි නැවතුම් කුහර කුහරවලින් පිට කරනු ලැබේ. ඉජෙක්ටර් අල්ෙපෙනති හෝ වායු පීඩනය වැනි විවිධ යාන්ත්රණ හරහා පිටකිරීම ලබා ගත හැකිය. නැවතුම් කුහර අවශ්ය පිරිවිතරයන්ට අනුකූල වන බව සහතික කිරීම සඳහා දෝෂ සහ මාන නිරවද්යතාවය සඳහා පරීක්ෂණ ඇතුළු තත්ත්ව පාලන පියවර මෙම අදියරේදී සිදු කළ හැකිය. සමස්තයක් වශයෙන්, හොඳින් සැලසුම් කරන ලද සහ නිවැරදිව නිෂ්පාදනය කරන ලද නැවතුම් කුහර අච්චුවක් විශ්වාසදායක ලෙස ක්රියා කරන උසස් තත්ත්වයේ නැවතුම් කුහර නිෂ්පාදනය කිරීම සඳහා ඉතා වැදගත් වේ. අච්චුව මඟින් තරල පාලන යෙදුම් සඳහා විවිධ කර්මාන්තවල බහුලව භාවිතා වන නැවතුම් කුහර කාර්යක්ෂමව හා ස්ථාවරව නිෂ්පාදනය කිරීමට ඉඩ සලසයි.